luokat: Esitetyt artikkelit » Sähköasentajan salaisuudet
Katselukuvien lukumäärä: 238296
Kommentit artikkeliin: 19
Hitsauslangan kytkentä
 Kuvattujen lisäksi aikaisemmin johtoliitännät (katso artikkeli Johdotusmenetelmät: kierteistä juottamiseen), hitsausta on käytetty viime aikoina laajalti.
Kuvattujen lisäksi aikaisemmin johtoliitännät (katso artikkeli Johdotusmenetelmät: kierteistä juottamiseen), hitsausta on käytetty viime aikoina laajalti.
Hitsaus on parempi kuin kaikki muut: on helpointa saada luotettava ja korkealaatuinen kosketus siihen. Siksi johdotuksen käyttöaika on erittäin pitkä.
Nyt johdotukset suoritetaan useimmiten kuparilangalla, he yrittävät olla käyttämättä alumiinilankaa. Siksi keskitymme edelleen pääasiassa kuparilankojen hitsaukseen.
Kuparilankojen hitsaus voidaan suorittaa joko vaihto- tai tasavirralla jännitteellä 12 - 36 V, kun taas hitsausvirran pitäisi olla mahdollista säätää. Lankojen hitsaamiseksi sopivimpia tulisi pitää invertterityyppisinä hitsauslaitteina.
Invertterityyppiset hitsauskoneet
Vaihtosuuntaajalaitteiden edut tunnetaan laajalti. Ensinnäkin se on kooltaan ja painoltaan pieni, ja joissakin malleissa on hihna kannettavaksi olkapäälle. Tämän avulla voit ripustaa laitteen vyöllä olkapäällesi ja kiivetä portaatikkaat hitsataksesi kierreta juotoslaatikkoon.
HitsausmuuntimetHeillä on yleensä laaja valikoima hitsausvirtaa. Tällaisten laitteiden valokaari on erittäin vakaa, se syttyy hyvin alhaisilla hitsausvirroilla, joten jopa kokematon hitsaaja voi pian saavuttaa erinomaisia tuloksia, saada laadukkaita hitsattuja liitoksia.
Vaihtosuuntaajalaitteiden etuihin sisältyy myös pieni virrankulutus verrattuna tavanomaisiin muuntajahitsauslaitteisiin. Siksi on täysin mahdollista liittää kotitalouksien johdotuksiin: erilaisten kodinkoneiden toiminnassa ei tule valoja vilkkumaan eikä vikoja, naapureilta ei tule valituksia.
Kuparilankojen hitsaus on yhtä vaarallinen kuin perinteinen teräshitsaus. Vaara "poimia pupuja" ja saada palovammoja sulasta metallista säilyy täysin. Siksi hitsauslankojen käsittely olisi suoritettava hitsausmaskissa, hitsaushansikoissa. Haalareiden tulisi sisältää myös hitsaustyöt. Lisäksi kaikkia paloturvallisuustoimenpiteitä ja turvallisuusmääräyksiä on noudatettava, kuten tavanomaisessa hitsauksessa.
Kuparilankojen hitsaamiseen käytetään erityisiä hiilikupari-elektrodeja, joita usein kutsutaan ”lyijykynäksi”. Tällaisten erityisten elektrodien puuttuessa voit käyttää tavanomaista hiilitankoa käyttökelvottomasta akusta. Tässä tapauksessa hitsausvirtaa voidaan suositella, ainakin karkeasti, alla mainittujen rajojen sisällä, riippuen hitsattavien lankojen halkaisijasta ja lukumäärästä.
70A: n hitsausvirta riittää kahden kuparilangan hitsaamiseen, joiden poikkileikkaus on 1,5 mm2, kolmea samaa lankaa varten tarvitaan 80 - 90A. Kahdelle tai kolmelle johdolle, joiden poikkileikkaus on 2,5 mm2, virta saavuttaa 80-100A ja kolmelle tai neljälle johdolle 100-120A.
Näitä lukuja on pidettävä ohjeellisina, koska johtimissa käytetty kupari vaihtelee valmistajalta riippuen suuresti koostumukseltaan ja ominaisuuksiltaan. Vastaavasti myös hitsausmuodot eroavat toisistaan.
Optimaalinen tila on, kun elektrodi ei tartu hitsauspisteeseen ja valokaari on vakaa. Tämä yhdistelmä saavutetaan jo työprosessissa empiirisesti. Noin tällaisia rajoja tulisi noudattaa ostettaessa invertterihitsauslaitetta. Jos laitetta aiotaan käyttää vain tällaiseen työhön, tehokkaampaa laitetta ei tarvita.
Hitsaustekniikka johdot
Itse asiassa hitsaus koostuu useista teknologisista toimenpiteistä. Poista ensin vaippa ja eristys johdoista ja sitten kiertää. Leikkaa tuloksena oleva kiertymä niin, että kaikkien johtimien päät ovat samalla tasolla ja kierteen pituus olisi vähintään 50 mm.
Sen jälkeen kierrelle asennetaan kuparista lämpöä poistava pidike ja hitsauslaitteen "massa" kytketään. Näiden toimenpiteiden jälkeen pidikkeeseen ladatun hiilen “lyijykynä” pää vie kierrepäähän ja hitsaus suoritetaan. Seurauksena on, että kierteen lopussa muodostuu siisti sula kuparin pallo, jonka jälkeen hitsaus tulisi lopettaa. Johtojen eristyksen sulattamisen estämiseksi kunkin kierteen hitsausajan ei tulisi ylittää 1 - 2 sekuntia. Kun hitsatut kelat ovat jäähtyneet, ne olisi eristettävä eristysteipillä tai, nykyaikaisemmalla, käyttämällä lämpö kutistuvia letkuja.
Kotitekoiset lankahitsauskoneet
Vaihtosuuntaajalaitteet käämien kiertämiseen ovat erittäin hyviä, mutta niillä on yksi, ehkä ainoa haittapuoli. Tämä on korkea hinta. Siksi tällaisen laitteen hankinta tulee tarkoituksenmukaiseksi, kun hitsaus suoritetaan säännöllisesti, eikä tapauskohtaisesti, esimerkiksi erikoistuneiden sähkötekniikan prikaattien ja yritysten olosuhteissa. Jos vain suunnittelet johdotuksen vaihto kahden tai kolmen huoneen asunnossa itsenäisesti on täysin mahdollista päästä käsiksi kotitekoisella hitsauskoneella, jopa vain muuntajalla, jolla on sopiva teho.
Sellaisena muuntajana kuvassa esitetty TBS-sarjan muuntaja (panssaroitu konemuuntaja) on varsin sopiva 1.

kuva 1. TBS-sarjan muuntaja
Hitsauslankoihin muuntaja, jonka teho on vähintään 600 W ja toisiokäämin jännite 9-36 V, on varsin sopiva. Elektrodipidike ja puristin massan kytkemiseksi on kytketty toisiokäämiin.
Hitsaus suoritetaan hiilielektrodilla (sauva akusta) samalla tavalla kuin yllä invertterin hitsauskoneelle on kuvattu. Itse asiassa koko prosessi on sama: lankojen strippaamisesta kääntymisen koskettamiseen hiilitankoon ja käännösten seuraavaan eristykseen.
Tällaisen muuntajan puuttuessa on helppo valmistaa se itse. Tätä varten tarvitaan W-muotoinen muuntajarauta, jonka sydämen pinta-ala on vähintään 30 cm2. Ensiökäämi, jonka pinta-ala on 30 cm2 ja verkkojännite on 220 V, sisältää 293 kierrosta, jotka on tehty käämityslangan halkaisijaltaan 0,8 - 1,0 mm.
Toisiokäämi kierretään kolmeen johtoon, joiden halkaisija on 3 mm, tai ohuempaan, neljästä viiteen johtimeen, mutta vain siten, että kokonaispinta-ala on vähintään 15 - 20 mm2. Kun toisiokäämin jännite on 10 V, sen on sisällettävä 13 kierrosta osoitetulla raudalla.
Jos tällaista rautaa ei ole, käännösten lukumäärä voidaan määrittää alla olevien kaavojen avulla.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Näiden kaavojen mukaan määritetään ensiö- ja toisiokäämien kierrosten lukumäärä, missä S on ytimen pinta-ala, 40 on empiirinen kerroin (se voi olla alueella 40-60, mitä parempi rauta, sitä pienempi luku), U1 verkkojännite (220 V), U2 - vaaditaan toisiojännite. Muuten, tämä kaava soveltuu muuntajan laskemiseen, ei välttämättä hitsaamiseen.
Kuten edellisessä tapauksessa, tarvitset hitsausmaskin tai lasit ja kintaat, muuten sulavien metallien palovammat tai "puput" silmissä ovat taattuja. Hitsausprosessin yksinkertaistamiseksi voit käyttää kuvassa näkyvää erityistä puristinta. 2.
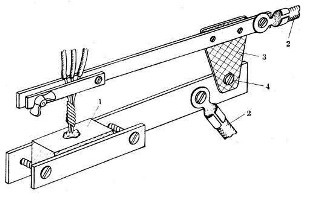
kuva 2. Kierrä hitsaaja
Laitteen suunnittelu on kuvasta yksinkertainen ja ymmärrettävä. Jännite hitsausmuuntajalla, joka käyttää johtoja 2, syötetään yläosaan (liikkuva varsi) ja alaosaan (pohjaosa), jotka on kytketty eristävällä levyllä 3 saranan 4 avulla. Pohjana käytetään hiilielektrodia 1, jossa on flux-syvennys, jota käytetään tavallisena booraksia myydään apteekeissa.
Johtimien 2 on oltava mahdollisimman lyhyitä ja poikkileikkauksen oltava mahdollisimman suuria, ei pienempiä kuin muuntajan toisiokäämin poikkileikkaus.Virtakytkimen tulisi olla mahdollisimman lähellä, on parempi, jos se on johtimen ohjauskytkin, kuten lattiavalaisin.
Hitsausprosessi näyttää tässä tapauksessa tältä. Ensin hitsattu kierre kiinnitetään siipikiinnikkeellä liikkuvalle varteen. Hiilielektrodin syvennykseen kaadetaan vuo, vivut puristetaan käsin. Sen jälkeen hitsausmuuntajaan kohdistetaan jännite ja hiilielektrodin syvennykseen juoksikerroksen alla muodostuu pallo. Sen jälkeen muuntaja on kytkettävä pois päältä ja odota hetki, kunnes pallo jäähtyy suoraan valaisimessa.
Hitsausaika on pääsääntöisesti käytännössä määritetty, siksi sinun tulee harjoitella ensin lankojen tarpeettomista jäämistä. Tämän laitteen avulla on mahdollista hitsata alumiinilankaa sekä alumiinia ja kuparia. Menetelmät käänteiden suorittamiseksi tässä tapauksessa on esitetty kuvassa. 3.
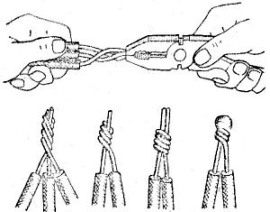
kuva 3. Kierteet lankojen hitsaamiseen
Lue pistehitsauskoneistatäällä. Artikkelissa kuvataan useita tällaisten laitteiden kotitekoisia malleja kotiteatterille.
Boris Aladyshkin
Katso myös osoitteesta electro-fi.tomathouse.com
: